Overview
Phoenix Laser is a trusted leader in designing and building custom automation solutions. This case study details our successful collaboration with a customer in the Electric Vehicle (EV) industry to develop an automated laser welding system for joining copper busbars to battery tabs. The customer wanted to increase consistency, repeatability, and efficiency in their welding development process, while also being able to run production parts if need be.
Our customer needed a solution for joining copper busbars to copper battery tabs. They were looking for a laser welding expert they could trust to help them develop a successful process, build them a machine to consistently execute that process and provide the necessary support as the project evolves over time. The biggest challenge of this project was the strict, short lead-time we needed to adhere to.
Project
Automated laser welding system
Application
Battery tab to busbar welding
Industry
Electric vehicle manufacturing
Without automation, the welding processes would lack:
- Consistency: Inconsistent welds cause quality issues which then lead to production delays.
- Repeatability: Manual welding processes can be unreliable and difficult to replicate.
- Efficiency: The development of new welds is a slow and labor-intensive process.
The original in-house R&D machine had components integrated already that would suit the clients wants of an R&D cell:
- Heavy-duty machine base with a 1” thick blancher ground tabletop
- Yaskawa GP-25 Robot
- RoboDK Software Package
- 7-Axis Rotary (if applicable)
- Customizable Touch Screen HMI
- Allen-Bradley PLC
- Keyence GC-1000 Safety Controller
In addition to the existing capabilities of our R&D machine, we incorporated the customer’s requests into the custom cell:
- Decommission laser equipment at the customer facility to use in our system.
- Class 1 laser safety.
- Vertically automated door.
- Ability for fixture integration.
The customer relied on us for support in fully developing weld parameters for the different thickness of busbars and battery tabs. Once we had their laser firing on our system and could build around it, we began the following R&D work:
- Develop weld shape and power parameters.
- Thorough recording of parameter development, especially regarding working distance repeatability.
- Provide tensile testing and cross-sectioning analysis to ensure proper weld strength and penetration.
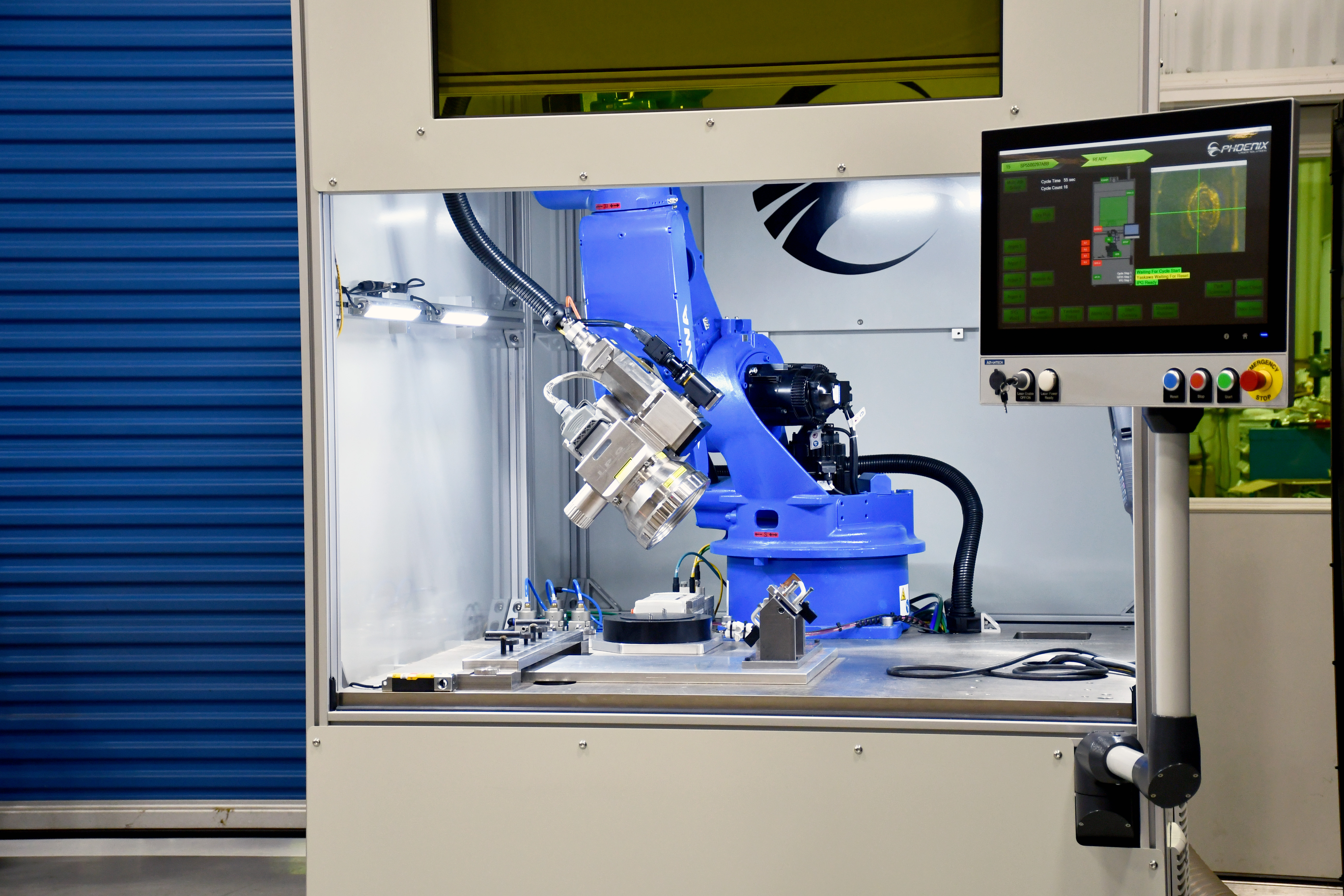
Key components of the system:
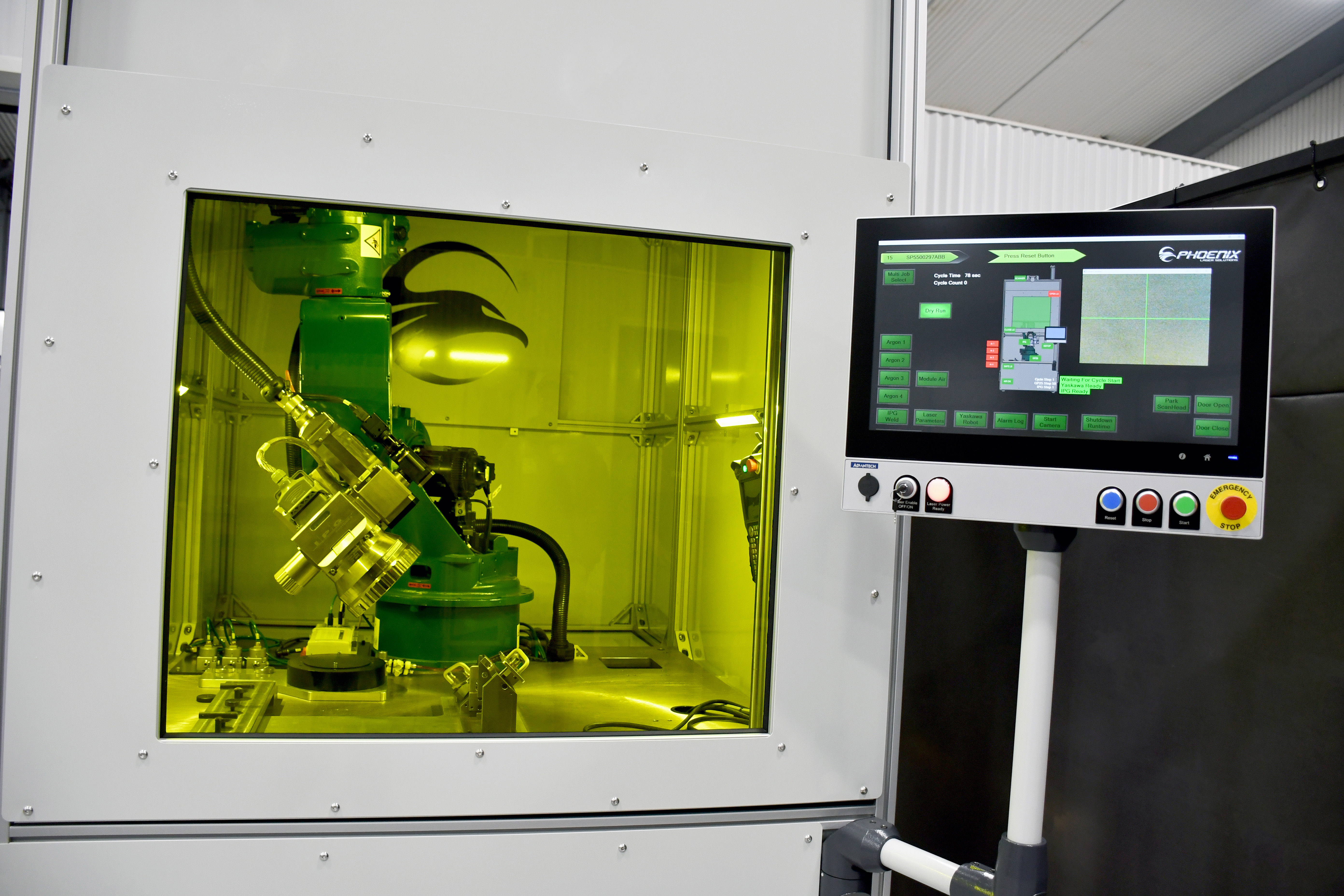
Safety features / enclosures:
• Light-tight enclosure with safety scanner prevents laser exposure when door is open.
• Class 1 laser safe and registered with the FDA.
• Vertically automated door.
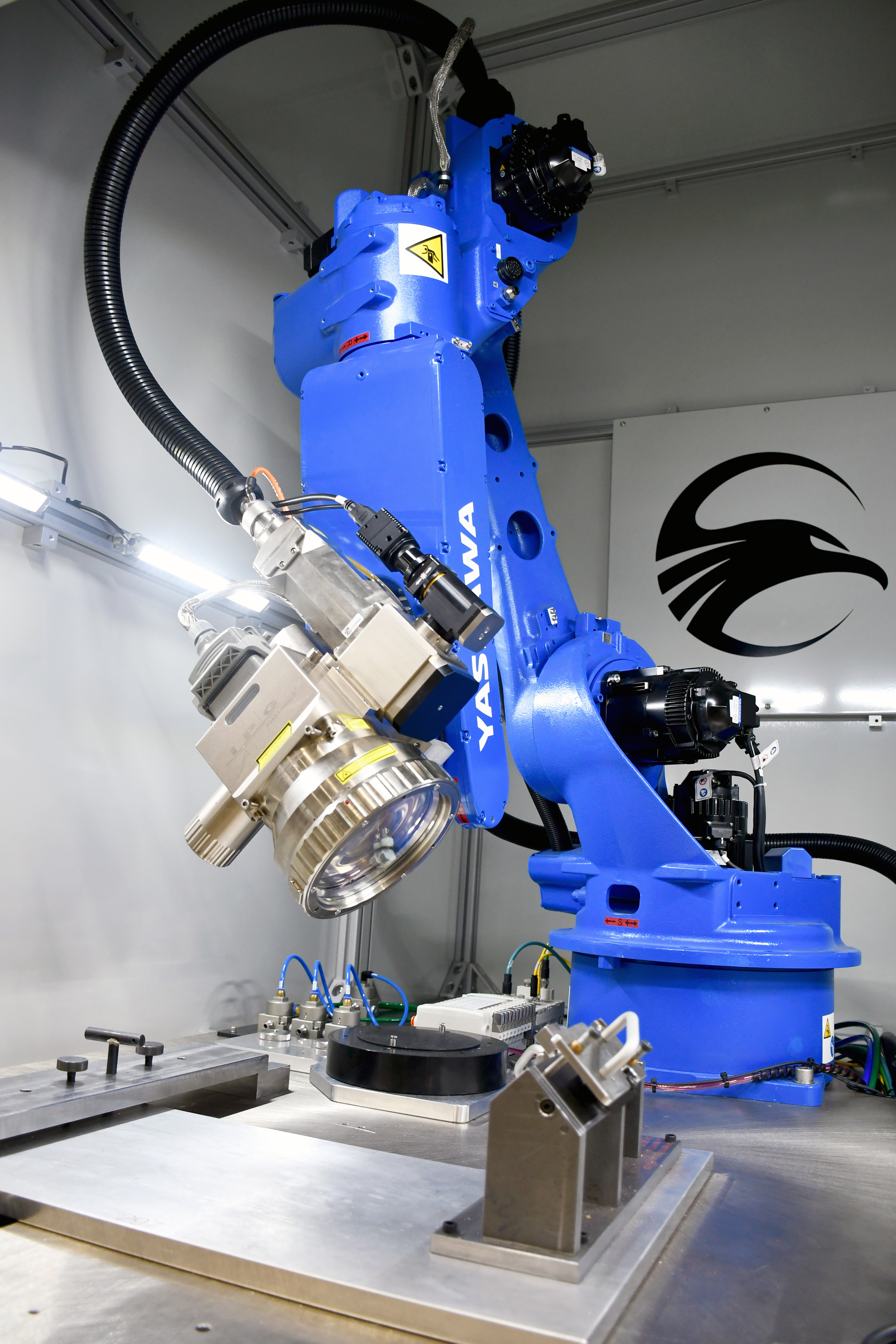
Robotic arm & its movement range:
• Yaskawa GP-25 Robot
Horizontal Reach – 1730mm
Vertical Reach – 3089mm
Payload – 25kg
• A high-power scan head was integrated on the robot arm for precise laser welding.
Results & Benefits
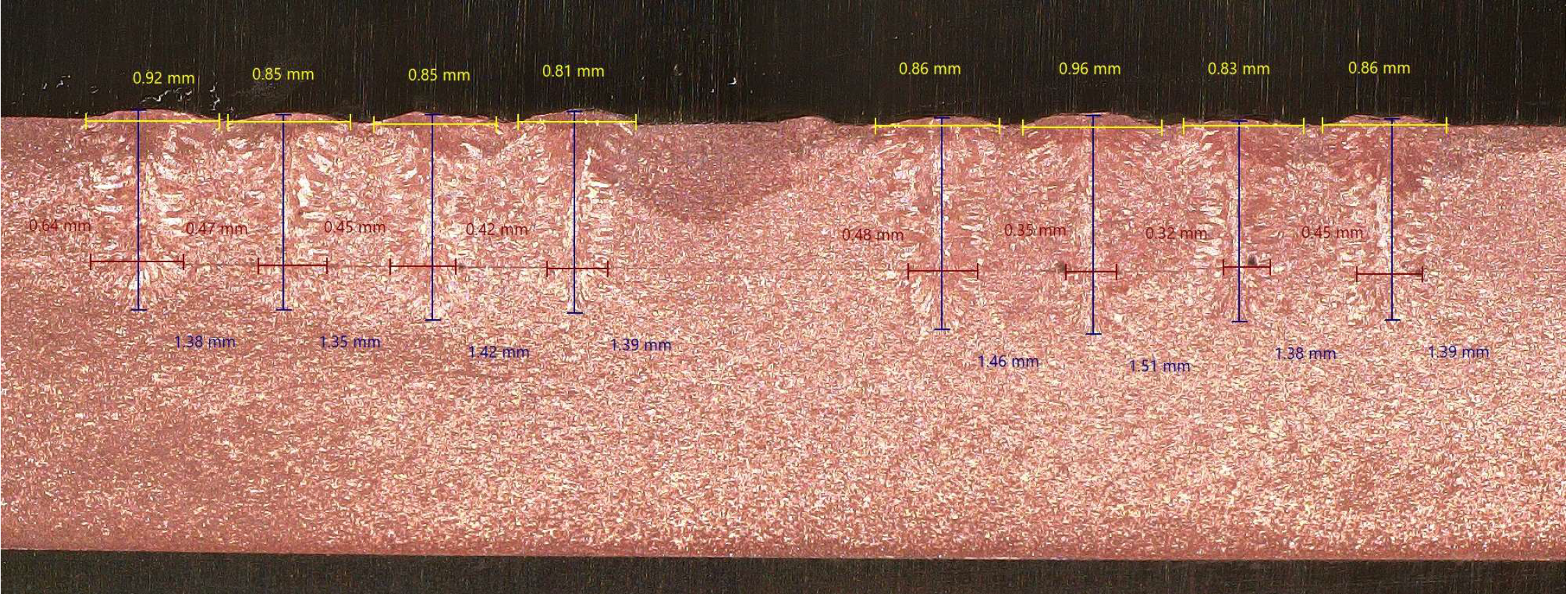
We developed the parameters to execute a spiral pattern to maximize the weld interface to meet our customers strength and conductivity requirements.
- Base material: C110 copper top-sheet
- Tab thickness: .8mm
- Penetration: .059″
- Interface width: .025″
The implementation of this system provided many benefits for our customer:
- Improved Safety: Class 1 laser designation eliminates operator exposure to the laser.
- Enhanced Consistency & Repeatability: The 6-axis robotic system ensured consistent and repeatable welds.
- Increased Efficiency: We implemented a customized HMI that was designed with customer needs in mind. The custom HMI allowed for ease of changing weld parameters (power, pulse rate, pulse width, weld speed), focal distance, and job selections.
- Production Flexibility: The system allowed for the production of up to 3 different part numbers in a single cycle.
- Troubleshooting Support: Our team integrated a stationary power meter to verify laser power output. This ensured that we can provide remote assistance for troubleshooting and ongoing support.




Streamline your processes
Contact us today to discuss your custom automation needs and experience the Phoenix Laser difference!
